

「水平確認」自分で定期的にメンテナンス
レーザー墨出し器を信用しきって、気にせず使っていると大変な事になることもあるんだ。
長年の使用、機体への衝撃などで水平、垂直のラインが悪くなっていることもある。
それを回避するのに、定期的に自分で水平、垂直を確認して点検することが重要だよ。
↓タジマレーザー墨出し器の精度確認方法を掲載しておくよ。↓
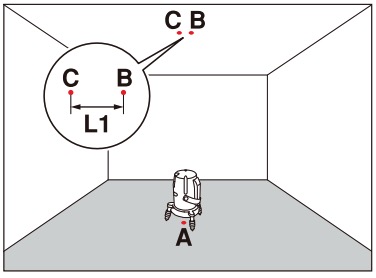
水平ライン精度の確認方法
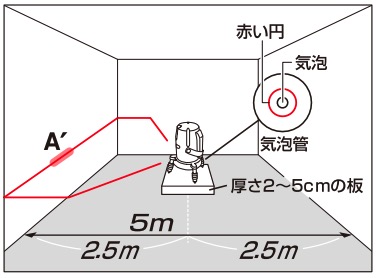
1)5m離れた壁(又は柱)の中央に、厚み2~ 5cmぐらいの板を置いて、その上に本機を設置します。
2)本機の円型気泡管の気泡が赤い円の中心に来るように脚整準ネジを回して調整します。
3)電源スイッチをON にして、水平ラインを出射します。
4)一方の壁面に出射した水平ラインの中央付近をマーキングします。ここをポイントA’とします。

5)本機を約180°反転して、もう一方の壁面に出射した水平ラインの中央付近をマーキングします。ここをポイントAとします。
6)電源スイッチを一旦 OFF にします。

7) 本機をポイント A’側の壁ぎわの位置に移動します。※本機の載っている板を取除きます。
8)本機の円型気泡管の気泡が赤い円の中心に来るように脚整準ネジを回して調整します。
9) 電源スイッチを ON にして、水平ラインを出射します。
10)壁面にラインを出射し、中央付近をポイ ントA’に合わせます。そのときに水平ラ インの中央付近をポイントB’とします。
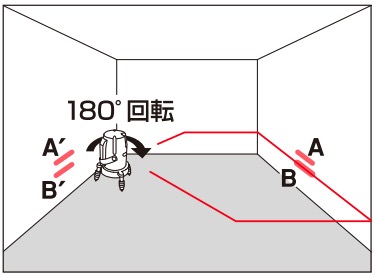
11)本機を約 180°反転して、もう一方の壁面に水平ラインを出射し、中央付近をポイントAに合わせます。 出射した水平ラインの中央付近をマーキングします。これをポイントBとします。
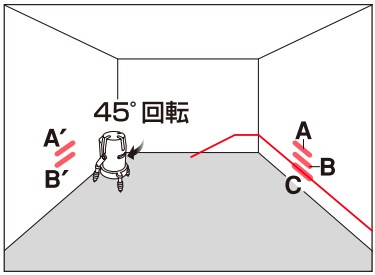
12)本機を右方向に約 45°回転させ、ポイント Bの位置の水平ラインをマーキングします。ここをポイントC とします。

13)本機を左方向に約90°回転させ、ポイント Bの位置の水平ラインをマーキングします。ここをポイントDとします。
14)ポイントA’からポイントB’までの距離 L1と、ポイントAからポイントBポイントCポイントDの最大距離 L2と最小距離 L3を測定します。
15)L1とL2の差とL1とL3の差がそれぞれ許容範囲以内であれば正常です。
- ±0.61mm/10m: ±0.5mm以内
- ±0.81mm/10m: ±1.0mm以内
(参照:タジマ取扱説明書)
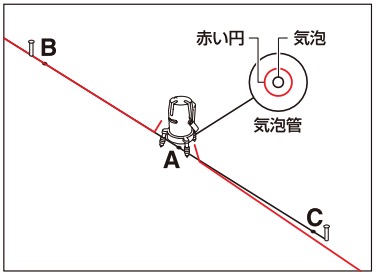
縦ライン精度の確認方法|下げ振りが必要

1)風の影響の少ない既設の建造物の壁を選び、高さ3mのポイントをマーキングします。ここをポイントAとします。
2)ポイントAから下げ振りを吊した床面のポイントをマーキングします。ここをポイントBとします。

3)この壁面のポイントBより、5m離れた位置に本機を設置します。
4)本機の円型気泡管の気泡が赤い円の中心「 一に来るように脚整準ネジを回して調整します。
5)電源スイッチをONにして、縦ラインを出射ーします。
6)レーザーラインをポイントBに合わせます。
7)そのままの状態で、ポイントAの位置のレーザーラインをマーキングします。ここをポイントCとします。

8)ポイントAとポイントCの差L1が許容範囲以内であれば正常です。
9)本機を回転させ、他の縦ラインについても 同様に確認してください。
- ±0.61mm/10m: ±1.5mm以内
- ±0.81mm/10m: ±2.0mm以内
(参照:タジマ取扱説明書)
鉛直クロスポイント精度の確認方法

1)本機を天井高さ3mの部屋に設置します。
2)本機の円型気泡管の気泡が赤い円の中心に来るように脚整準ネジを回して調整します。
3)電源スイッチをONにして、すべての縦ラインを出射します。
4)下部ポイントと鉛直クロスポイントをマーキングします。ここをそれぞれポイントAポイントBとします。
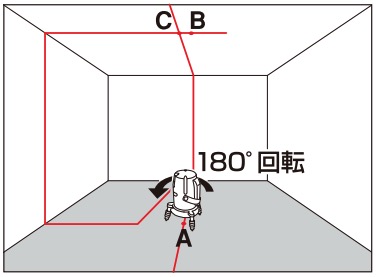
5)本機がずれないようにゆっくりと180度回転させ、下部ポイントをポイントAに合わせます。
6)このときの鉛直クロスポイントをマーキン・グします。ここをポイントCとします。
7)ポイントBとポイントCの差L1が許容範囲以内であれば正常です。
- ±0.61mm/10m: ±1.5mm以内
- ±0.81mm/10m: ±2.0mm以内
(参照:タジマ取扱説明書)
矩精度の確認

1)床が平らな場所を選び、長さ約11mの水 糸を床にピンと張ります。(現場の地墨線をご利用いただいても可です。)
2)水糸の中央のポイントをマーキングします。
ここをポイントAとします。
3)ポイントAより、両側5m離れたポイントをマーキングします。ここをそれぞれポイントB ポイントCとします。
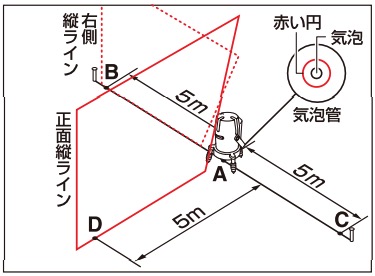
4)本機をポイントAに設置します。
5)本機の円型気泡管の気泡が赤い円の中心に来るように脚整準ネジを回して調整します。
6)電源スイッチをONにして、すべての縦ラインを出射します。
7)下部ポイントをポイントAに合わせます。その状態で右側縦ラインをポイントBに合わせます。
8)下部ポイントを基準として正面縦ラインの 5m位置をマーキングします。これをポイントDとします。

9)本機がずれないようにゆっくりと回転させ、 — 正面縦ラインがポイントCに合うようにします。
10)その状態で、ポイントDの位置の右側縦ラインをマーキングします。これをポイント Eとします。
11)ポイントDとポイントEの差L1が許容範囲以内であれば正常です。
- ±0.61mm/10m: ±3.0mm以内
- ±0.81mm/10m: ±4.0mm以内
(参照:タジマ取扱説明書)
左右通り精度の確認方法
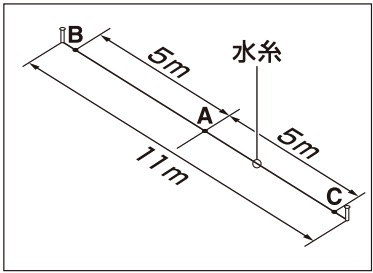
1)床が平らな場所を選び、長さ約11mの水糸を床にピンと張ります。(現場の地墨線をご利用いただいても可です)
2)水糸の中央のポイントをマーキングします。ここをポイントAとします。
3)ポイントAより、両側5m離れたポイントを マーキングします。ここをそれぞれポイントBポイントCとします。
4)本機をポイントAに設置します。
5)本機の円型気泡管の気泡が赤い円の中心に来るように脚整準ネジを回して調整します。
6)電源スイッチをONにして、すべての縦ラインを出射します。
7)下部ポイントをポイントAに合わせます。その状態で右側縦ラインをポイントBに合わせます。

8)その状態で、左側縦ライン上のポイントCの位置にマーキングします。これをポイントDとします。
9)ポイントCとポイントDの差L1が許容範囲以内であれば正常です。
- ±0.61mm/10m: ±1.5mm以内
- ±0.81mm/10m: ±2.0mm以内
(参照:タジマ取扱説明書)
精度確認で悪ければ、メーカーに校正修理を出しましょう。
理想は年に1回、メーカーに校正してもらうのがいいね。
(校正費用はメーカー、症状によりますが、自分が校正に出したときは大体1万~1万5千円の間でした)
最後まで見て頂きありがとうございます。
他にも色々な工具をランキング形式でまとめたり、最新の工具や便利な工具を紹介しています。
下記のリンクから飛んでいただけるのでぜひ見てください。




コメントを残す